| Introduction.
1. A technology
pioneer in the introduction of additives in fuels are seе USB
are released for more than 10 years. Technical feature of the
early models USB was high operating pressure (over 100 bar)
associated with it big size, power consumption, as well as a
complex and expensive system of dosing. USB are of good quality,
but expensive and energy intensive.
For this
reason the gasoline market in Ukraine, which is represented by
100% with mixed high-octane gasoline entirely dependent on two
factors - the availability of funds for the purchase of expensive
installations USB and precise execution of rules for the introduction
of the necessary additives.
Many ... owners of tank farms saved, either on the machinery or
on the expensive additives, so gasoline had low operational parameters
from the first moment of mixing, and in 1-2 months stratified
into liquid hydrocarbons and water ...
2. Our goal was to create effective mixing equipment
with woring pressure 10-15 bar, and less, for the creation small
systems with less weight and power consumption.
The first device was quite successful. Compact
homogenizer watts (50 W, 12 V, 150 liters per hour, 4 bars, 2007
Photo left), provides effective mixing of additives in
the mix gasoline and even fuel
economy, because its impact on the fractional
composition of gasoline and diesel fuel.
The changes was not large, but it was enough to fuel economy,
value dependent from the fuel quality and the degree of engine
wear. At this point, some people tried to steal the idea (but
absurdly), we did postponed this project for technical
reasons. But there were serious potential business
idea and to discuss the serious
investor.
The second homogenizer (330 W, 800 liters per
hour, 4 bars, 2008, Photo right), we have not
completed to commercialization, although some technical solutions
were used later, and some are waiting for their time. Now it is
used in the experimental tasks. |
|
|
first
compact module 50 watts |
sekond
compact module 330 watts |
| |
|
|
fractional change in fuel composition on the first homogenizer
|
| |
|
| |
Third
homogenizer (2008, 100 kg, 6.3 cubic meters per hour.
7.5 kW, later replaced by a 4 kW) served as the prototype for
commercial designs sold fuel homogenizer. In some cases, it has
shown a good effect on the economy of the diesel fuel (9-11%),
but in the commercial exploitation of the device does not matter.
Causes.
The lack of demand, lack of funding for the instrumentation, to
experiment, to
finalization, production, and marketing.
Another interesting but deferred a technical solution in
high degree of readiness. |
|
|
|
|
Some
practical results, as well as changing the design homogenizer
led to the creation such technical solutions:
1. Module
for treatment diesel fuel (above left
= 50 kg., 5 cubic meters. Per hour. 4 kW), which served as a prototype
for future designs of fuel modules homogenizer.
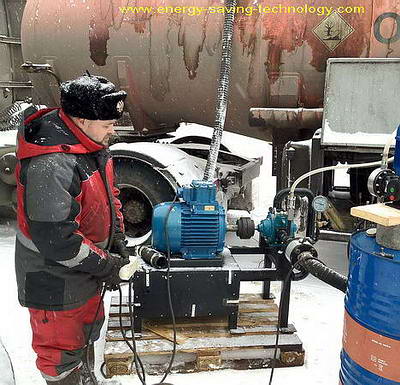
2. Line homogenizers type TRGA-2, TRGA-3, TRGA-4,
TRGA-3F, TRGA-M, are designed for different types of light,
medium and heavy fuel oil, with different capacities
and different effects and features.
3. As a result the construction of modules
for different purposes (example above right homogenizer
for heavy viscous oil with a wax and oil sludge) and individual
units for use in different production lines.
Our experience has shown that a " cavitational effect "
- is not strong enough and stable. Analysis of patent databases
from Russia, Ukraine and other countries, work of our designer
led to the creation new type homogenizer, which
brings together some different effects that complement each other
in such a way that the homogenizer has been successfully working
in some changes in flow volume and pressure.
Part of this effects frozen for the future, and the part one has
been used successfully.
|
|
 mobile homogenizer
for light environments
mobile homogenizer
for light environments
|
 stationary homogenizer for
petrol station
stationary homogenizer for
petrol station |
 stationary homogenizer
for tank farm
stationary homogenizer
for tank farm
with staff pumps and equipment |
 new version of mini homogenizer
new version of mini homogenizer
for individual use, prototype |

cavitational homogenizer module for processing diesel fuel Moscow. |
This
way new construction homogenizer for treatment diesel
fuelwas was designed, and significantly improved with
using the practical operating experience in the catches
of winter Kazakhstan and the Urals.
In parallel, held a huge amount of research to create
a comprehensive additive that eliminates additional units
for mixing and errors associated with the introduction
in fuel several additives (consistency and accuracy).
Then there were resolved some problems with conflicts
additives and tarring in diesel after treatment.
results
of the treatment of some other fuels on our homogenizers
and
here too
|
|
|
| photo
below 1
1. Summer
diesel fuel was frozen.
2. Summer diesel fuel additive DEPROLUX.
3. Summer diesel fuel with "is not the correct additive".
photo
below 2 - tarring of diesel fuel after the "wrong"
treatment and/or the introduction of the "wrong" additive
...
This is a typical mistakes that know those, who
do it seriously, and do not know, those who are trying to copy
us.
Additive and module certified in Russia and are
approved for use in high risk industrial objects.
Now this equipment continues working in Russia, Kazakhstan, in
summer and winter as the module can be used for the production
of high-octane gasoline from straight-run gasoline, but that's
another story ... .
|
|
| |
|
|
What
with analogues?
The first line - our
module homogenizer for winter diesel fuel capacity
24.5 cubic meters per hour, 15 kW. Simple reliable, no nonsense,
2 years of work on an open and a closed platform in Kazakhstan.
The
second line - other modules are actually working in industry,
they are more expensive and have a much higher power consumption.
Left - 12-18 cubic meters per hour. (of which
12 cubic meters. fuel itself), 18.5 kW, weight 350 kg.working
pressure of 10 bar.
Right - 20 cubic meters. per hour, 100 kW, weight
- vote for yourself ... Require an additional pump for pumping
fuel.
The third line - something that in my opinion
was not working in the industry ever (judging by the design features
of) the unit or laboratory specimens - no more, to talk about
what they are checked by real operation - very hardly. |
|
| |

|
| |
|
| |
|
|
|

and
yet, our modules are very
tenacious
Left - heavy fuel oil + sludge residues = 3.5 years running,
Ukraine.
Right at the top - coal tar pitch homogenization = running
3 years Kazakhstan |
|
|